Kategorie: Polecane artykuły » Sekrety elektryka
Liczba wyświetleń: 238296
Komentarze do artykułu: 19
Złącze drutu spawalniczego
 Oprócz tych opisanych wcześniej metody połączenia przewodowego (patrz artykuł Metody okablowania: od skrętów do lutowania), spawanie jest ostatnio szeroko stosowane.
Oprócz tych opisanych wcześniej metody połączenia przewodowego (patrz artykuł Metody okablowania: od skrętów do lutowania), spawanie jest ostatnio szeroko stosowane.
Spawanie jest lepsze niż wszystkie inne: najłatwiej jest uzyskać z nim niezawodny i wysokiej jakości kontakt. Dlatego czas sprawności okablowania jest bardzo długi.
Teraz okablowanie jest najczęściej wykonywane za pomocą drutu miedzianego, starają się nie używać drutu aluminiowego. Dlatego skupimy się głównie na spawaniu drutów miedzianych.
Spawanie drutów miedzianych może odbywać się zarówno prądem przemiennym, jak i stałym o napięciu 12–36 V, przy czym powinna istnieć możliwość kontrolowania prądu spawania. Najbardziej odpowiedni do spawania drutów należy uznać za spawarkę inwerterową.
Spawarki typu falownika
Zalety urządzeń inwerterowych są powszechnie znane. Przede wszystkim ma niewielki rozmiar i wagę, a niektóre modele mają pasek do noszenia przez ramię. Pozwala to zawiesić urządzenie na pasku na ramieniu i wspiąć się po drabinie, aby spawać skręty w polu lutowniczym.
Falowniki spawalniczeZ reguły mają szeroki zakres regulacji prądu spawania. Łuk takich urządzeń jest bardzo stabilny, dobrze zapala się przy niskich prądach spawania, więc nawet niedoświadczony spawacz może bardzo szybko osiągnąć doskonałe wyniki, uzyskać dobrej jakości połączenia spawane.
Zalety urządzeń inwerterowych obejmują także niskie zużycie energii w porównaniu z konwencjonalnymi spawarkami transformatorowymi. Dlatego możliwe jest podłączenie do domowych przewodów: nie będzie migających świateł i wadliwego działania w różnych urządzeniach gospodarstwa domowego, nie będzie żadnych skarg od sąsiadów.
Spawanie drutami miedzianymi jest tak samo niebezpieczne jak konwencjonalne spawanie stali. Niebezpieczeństwo „podnoszenia królików” i poparzeń stopionego metalu jest w pełni zachowane. Dlatego prace nad drutami spawalniczymi należy wykonywać w masce spawalniczej, rękawicach spawalniczych. Kombinezony powinny również obejmować pracę ze spawaniem. Ponadto konieczne jest przestrzeganie wszystkich środków bezpieczeństwa przeciwpożarowego i przepisów bezpieczeństwa, jak w przypadku spawania konwencjonalnego.
Do spawania drutów miedzianych stosuje się specjalne elektrody miedziano-węglowe, które są często nazywane „ołówkami”. W przypadku braku takich specjalnych elektrod można użyć konwencjonalnego pręta węglowego z bezużytecznej baterii. W takim przypadku prąd spawania, w zależności od średnicy i liczby spawanych drutów, można zalecić, przynajmniej w przybliżeniu, w granicach wskazanych poniżej.
Prąd spawania o wartości 70 A jest wystarczający do spawania dwóch drutów miedzianych o przekroju 1,5 mm2, dla trzech takich samych drutów wymagany będzie 80 - 90A. Dla dwóch lub trzech drutów o przekroju 2,5 mm2 prąd osiąga 80-100A, a dla trzech lub czterech 100-120A.
Liczby te należy uznać za orientacyjne, ponieważ miedź stosowana w drutach, w zależności od producenta, różni się znacznie składem i właściwościami. W związku z tym tryby spawania również będą się różnić.
Tryb optymalny występuje wtedy, gdy elektroda nie przylega do punktu spawania, a łuk jest stabilny. Ta kombinacja jest osiągana już w trakcie pracy empirycznej. Przy zakupie spawarki inwertorowej należy przestrzegać tych ograniczeń. Jeśli urządzenie ma być używane tylko do takich prac, to mocniejsze nie jest wymagane.
Technologia spawania druty
W rzeczywistości spawanie składa się z kilku operacji technologicznych. Najpierw usuń osłonę i izolację z przewodów, a następnie przekręcać. Przytnij powstały skręt, aby końce wszystkich drutów były na tym samym poziomie, a długość skrętu wynosiłaby co najmniej 50 mm.
Następnie na skręcie instaluje się miedziany klips usuwający ciepło i podłącza się „masę” spawarki. Po tych operacjach koniec „ołówka” węglowego załadowanego do uchwytu jest doprowadzany do końca skrętu i wykonuje się spawanie. W rezultacie na końcu skrętu powinna uformować się zgrabna kula stopionej miedzi, po czym należy przerwać spawanie. Aby nie stopić izolacji drutów, czas spawania każdego skrętu nie powinien przekraczać 1-2 sekund. Po ochłodzeniu spawanych cewek należy je zaizolować taśmą izolacyjną lub, bardziej nowoczesnie, za pomocą rurki termokurczliwej.
Domowe spawarki do drutu
Aparatura falownika do skręcania cewek jest bardzo dobra, ale ma jedną wadę, być może jedyną. To jest wysoka cena. Dlatego nabycie takiego urządzenia staje się właściwe, gdy spawanie jest wykonywane regularnie, a nie w poszczególnych przypadkach, na przykład w warunkach wyspecjalizowanych brygad elektrotechnicznych i przedsiębiorstw. Jeśli tylko planujesz wymiana okablowania we własnym dwu- lub trzypokojowym mieszkaniu całkiem możliwe jest radzenie sobie z domową spawarką, nawet z transformatorem, o odpowiedniej mocy.
Jako taki transformator, odpowiedni jest transformator z serii TBS (transformatorowy transformator maszynowy) pokazany na rysunku 1.

Rysunek 1. Transformator serii TBS
W przypadku drutów spawalniczych dość odpowiedni jest transformator o mocy co najmniej 600 W i napięciu uzwojenia wtórnego 9 - 36 V. Uchwyt elektrody i zacisk do podłączenia „masy” są połączone z uzwojeniem wtórnym.
Spawanie odbywa się za pomocą elektrody węglowej (pręt z akumulatora) w taki sam sposób, jak napisano powyżej dla spawarki inwertorowej. Właściwie cały proces jest taki sam: od zdejmowania drutów po dotykanie skrętu prętem węglowym i późniejszą izolację skrętów.
W przypadku braku takiego transformatora łatwo jest zrobić to sam. Będzie to wymagało żelazka transformatorowego w kształcie litery W o powierzchni rdzenia co najmniej 30 cm2. Uzwojenie pierwotne o powierzchni 30 cm2 i napięciu sieciowym 220 V zawiera 293 zwoje wykonane drutem uzwojenia o średnicy 0,8 - 1,0 mm.
Uzwojenie wtórne jest nawinięte na trzy druty o średnicy 3 mm lub cieńsze na cztery do pięciu drutów, ale tylko w taki sposób, aby całkowity obszar nie był mniejszy niż 15 - 20 mm2. Gdy napięcie uzwojenia wtórnego wynosi 10 V, musi ono zawierać 13 zwojów ze wskazanym żelazem.
Jeśli nie ma takiego żelaza, liczbę zwojów można określić za pomocą poniższych wzorów.
W1 = 40 * U1 / S
W2 = 40 * U2 / S
Zgodnie z tymi wzorami określa się liczbę zwojów uzwojenia pierwotnego i wtórnego, gdzie S jest obszarem rdzenia, 40 jest współczynnikiem empirycznym (może leżeć w zakresie 40-60, im lepsze żelazo, tym mniejsza liczba), napięcie sieciowe U1 (220 V), U2 - wymagane napięcie wtórne. Nawiasem mówiąc, ten wzór jest odpowiedni do obliczania dowolnego transformatora, niekoniecznie spawania.
Podobnie jak w poprzednim przypadku, będziesz potrzebować maski spawalniczej lub okularów i rękawiczek, w przeciwnym razie gwarantowane jest poparzenie stopionym metalem lub „króliczkami” w oczach. Aby uprościć proces spawania, możesz użyć specjalnego zacisku pokazanego na rysunku. 2.
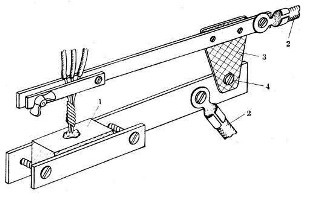
Rysunek 2. Spawarka Twist
Konstrukcja urządzenia jest prosta i zrozumiała z rysunku. Napięcie z transformatora spawalniczego za pomocą drutów 2 jest doprowadzane do części górnej (ruchomego ramienia) i dolnej (podstawy) połączonych płytą izolacyjną 3 za pomocą zawiasu 4. Elektroda węglowa 1 z wgłębieniem na strumień, jak zwykle używana, jest przymocowana do podstawy boraks sprzedawany w aptekach.
Przewody 2 powinny być jak najkrótsze, a przekrój poprzeczny powinien być możliwie maksymalny, nie mniejszy niż przekrój uzwojenia wtórnego transformatora.Przełącznik zasilania powinien znajdować się jak najbliżej, lepiej jest, jeśli jest to przewód przejściowy na przewodzie, jak lampa podłogowa.
Proces spawania w tym przypadku wygląda następująco. Najpierw spawany skręt jest mocowany za pomocą zacisku skrzydłowego na ruchomym ramieniu. Topnik wlewa się do wnęki elektrody węglowej, dźwignie są ściskane ręcznie. Następnie napięcie jest doprowadzane do transformatora spawalniczego, a kulka tworzy się we wnęce elektrody węglowej pod warstwą topnika. Następnie transformator należy wyłączyć i odczekać chwilę, aż kula ostygnie bezpośrednio w uchwycie.
Z reguły czas spawania jest praktycznie określony, dlatego najpierw należy poćwiczyć niepotrzebne skrawki drutów. Za pomocą tego urządzenia możliwe jest spawanie drutów aluminiowych, a także aluminium i miedzi. Metody wykonywania skrętów w tym przypadku pokazano na rysunku. 3.
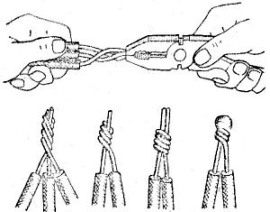
Rysunek 3. Skręty do drutów spawalniczych
Przeczytaj o spawarkach punktowychtutaj. W artykule opisano kilka domowych projektów takich urządzeń do domowego warsztatu.
Boris Aladyshkin
Zobacz także na electro-pl.tomathouse.com
: